Computer science, electronics, robotics and my other hobbies
Author: Jan Mrázek
A programmer, who tries to do more than just a plain programming. Likes the computer science theory and at the same time the hardware and electronics.
Masters student at FI MUNI and a member of the ParaDiSe laboratory, where works on software model checking.
Hobby electronic and robotic enthusiast, an active member of RobotikaBrno. Designs robots and electronic gadgets for fun.
After 5 months, there is a new release of KiKit. If you don’t know KiKit, it is a tool that automates several tasks in a standard KiCAD workflow like panelization, exporting manufacturing data, handling multi-board projects, or building presentation pages.
Besides many bug fixes and small performance improvements, there is a number of new features added. Thus I decided to put them in a blog post as there’s quite a lot to discuss for a standard release note. Let’s look at them.
If you don’t have time to read the whole post and you are a regular KiKit user, I suggest scrolling through the examples pages – there are many new examples.
I assume that you have already UVTools downloaded. Adding rest times is hidden under the suggestions tab. The suggestions are a set of semi-automatic sanity checks of your file. When they detect unusual settings, they allow you to fix them. The usage is simple, follow the image guide:
Open UVTools
Load the file
See the loaded file
Open the suggestions tab
Open suggestion settings
Set the values. Don't be afraid to change them according to your printer
If you follow my work, you know that I use my resin 3D printers a lot to produce soft silicone molds or pieces (original blog post and a follow-up). Resin printers can create precise and detailed patterns. You can quickly prototype, cast miniatures, dices, chocolate molds… There are plenty of uses for soft silicone molds. However, some silicones play well with resin-printed patterns, and some don’t. In this post, I will explain to you which silicones cause the trouble, why we care, and also, how to prevent the cure inhibition. The recipe I give you is surprisingly easy and doesn’t require any special equipment. It actually outperforms existing commercial solutions (e.g., Inhibit X) both in terms of price and performance.
This is what happens if you cast platinum-cure silicone in resin-printed mold
This is what happens if you cast platinum-cure silicone in resin-printed mold
No cure inhibition after applying simple post-processing
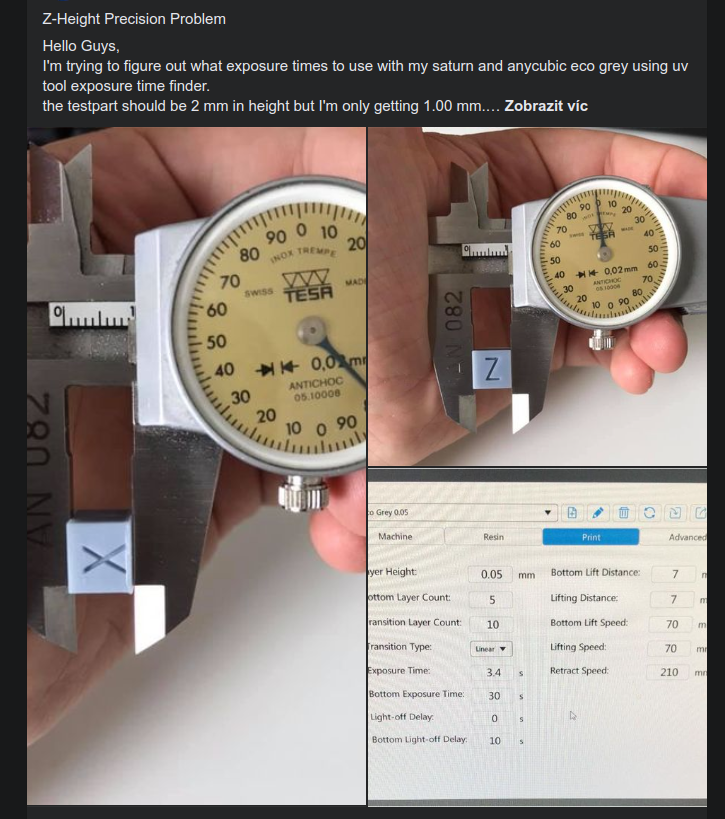
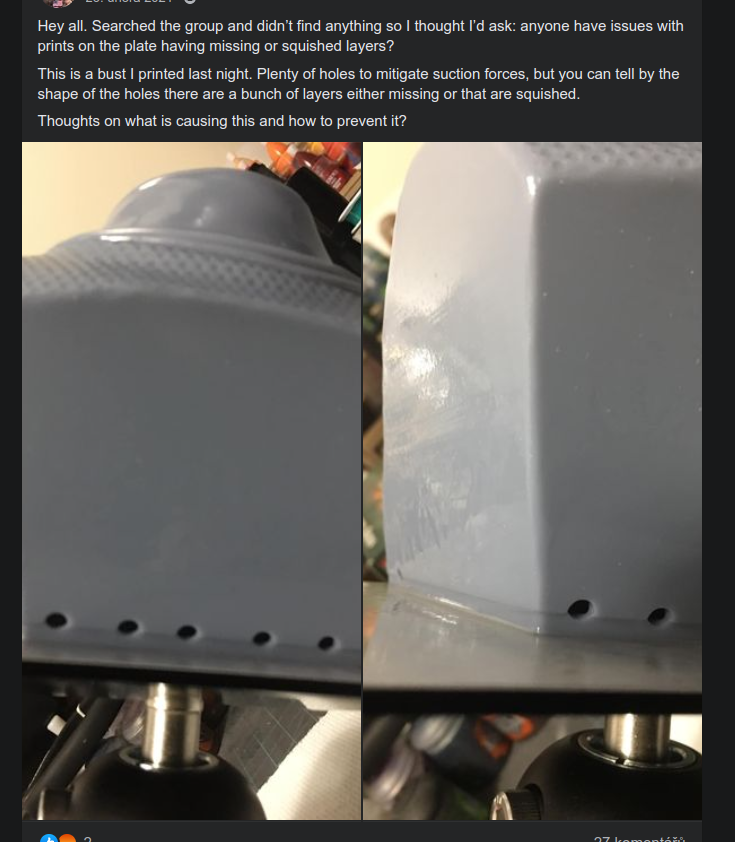
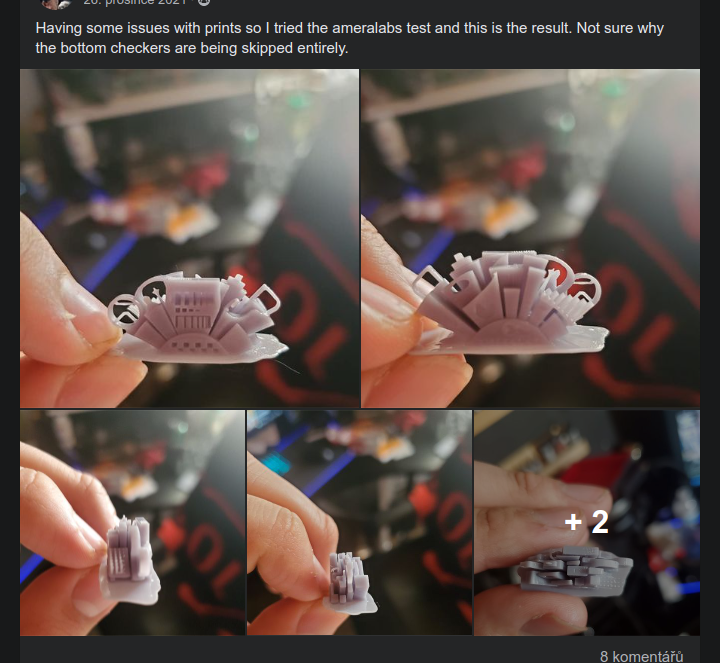
Many users of Chitu-powered resin printers complain that when they print flat on the bed, their prints are shorter than they should be – usually around 0.3–1 mm. This forces the users to print on supports. Back in the days when I started with resin printers, I observed the same thing on my Elegoo Mars. The cause of that was poor construction (see full explanation). I haven’t observed such problems on Elegoo Saturn – until now. Let’s explore what causes it and how to fix it.
You see people fighting this problem by leveling against a paper folded various number of times, setting arbitrary numbers to Z-offset and similar. Everyone has a custom recipe. I will give you my recipe which I think works the best – and unlike the others, I will explain you why. I tested everything on Elegoo Saturn, but I believe it applies to all Chitu-based printers.
In the previous blog post, we started the topic of resin shrinkage. We showed how serious it is and we presented a simple yet effective method of measuring the shrinkage amount and compensating for it.
However, the problem is more complex than the two numbers. Anyone who has ever worked with plastic injection molding can confirm this. There is a number of papers, models, and algorithms that deal with modeling shrinkage of plastics after molding. The same, unfortunately, applies to 3D printing as our material shrinks as it cures. What effects does it have? Is there something we can do about it? Yes, there is as we see at the end of the post!
Just to illustrate what we are trying to fight, there are a couple of posts from a single FB resin printing group:
Most polymers shrink when they cure or solidify. That means that their volume shrinks down during the process. The simple consequence is that the models you print either on FDM or resin printer are smaller than you designed. Therefore, when you try to print, e.g., an enclosure for PCB or a hole for a pin or a screw, they might not fit.
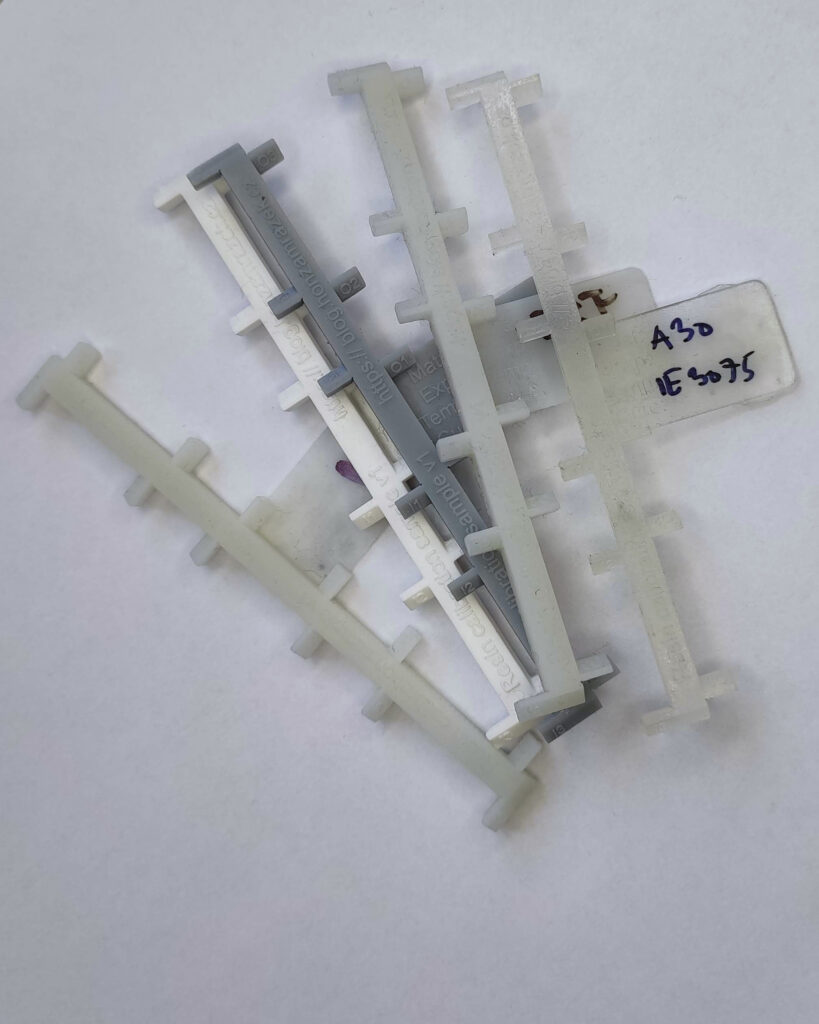
Today, we will explore how serious the shrinkage is, whether it is the only source of dimensional inaccuracy and how to measure it and compensate. After reading this post, you should be able to calibrate your resin printing process such that the models you print will come out perfectly within the accuracy of a single LCD pixel. That is usually roughly 50 µm + the inaccuracies in your measurement setup. We will also show you that you can easily use this test to precisely tell if you overexpose your model or not.
However, since we print quite complex geometry layer-by-layer there are some interesting phenomenons that need to be taken into account. They affect how the printed part wraps. They are complex, so we will dedicate a separate blog post on this topic in the future; today we will start with the basics.
Resin printing is wonderful. I love it – it’s fast and detailed compared to FDM printing. Also, the materials are getting better and better. However, compared to FDM printing is a really messy process. The resin frequently drops where you don’t want it to, and you have to wash the models in an IPA bath.
And here comes the problem – how should you safely dispose of a dirty IPA bath? The resin before it is cured is toxic, especially to aquatic life. The best way is to probably bring the bath to a facility for hazardous waste disposal. Nevertheless, the idea of recycling IPA is appealing so you see a lot of people on YouTube and Facebook trying to clean it and recycle it.
Here I bring my 2 cents on the topic. Note that what I present here is more of an idea or a proof-of-concept rather than a complete solution. Also, I am no chemist, so I cannot guarantee that the presented procedure actually yields safe waste. If you have some insight or ideas, please, let me know in the comments!
The roll after the second experiment. The drum was spinngin to fast (40 RPM) so this the the result wasn't a hard material, but a hard jelly. When I let it sit ouside for 2 days, some of the IPA got away, but it cracked
A while ago I was approached by Overhanglab.com (QTS) about whether I would be interested in trying out their resins. I usually resist testing resins since, in my experience, most of the smaller companies just blindly copy the original resin formula by Autodesk and they are the same rubbish as Elegoo and Anycubic Standard resins: not particularly strong and very brittle. However, QTS gives some really strong claims about their resins, so I thought – let’s see if they are true or just a marketing talk.
I had the opportunity to test their Model resin, Flex resin, Engineering Strong resin, and Engineering High Temperature. In this post, I will share my experience with all of them except for the high-temperature one. The high-temperature one needs further testing and I have an exciting project with it on my mind which deserves a blog post on its own. Let’s dive in.
About 2 years ago I started a small and dirty project – a new catalog for the search engine for the components that JLC PCB provides for their assembly service. The motivation was really personal — I liked the dirt-cheap assembly service, but finding the suitable components for my projects was really painful. So I created JLCParts – a browser-only alternative component catalog that doesn’t need any sophisticated backed. It is just served as a static page.
However, on March 7 2022 I was forced to shut down the service. As of today, March 21 2022 it is back operational and working again. What happened? Who to blame? TLDR: Blame no one; the whole shutdown thing is just a misfortunate result of miscommunication and my service operating in a pretty dark grey area of what is legal. There was no bad faith from JLC PCB nor LCSC, just poor communication. Details below.