About a month and a half ago I was offered to test the new 3D-printing service of JLC PCB (my got-to PCB manufacturer) before it was open to the public. They offered me 30 USD off the testing order, so I thought – let’s give it try! In this rather short blog post, I will give my impression of the print quality and service as a whole.
What types of printing do they offer?
JLC PCB offers two printing services: resin printing and multi-jet fusion. Let me introduce those two.
If you read my blog I guess you are familiar with the low-cost resin printing with machines like Elegoo Mars, Saturn, or Prusa SL1. There are, however, a couple of differences in the process to those machines. First of all, the JLC PCB uses laser machines. These machines use a galvanometer to aim a laser beam at the right spot and to cure the resin (e.g., similarly to Formlabs machines). The second difference is that that the resin is not cured at the bottom of the resin tank, but near the surface. And the build plate does not move up from the build plate, but instead, it sinks into the resin (similarly to the HITRY printer). Therefore, there is no peeling involved, but the overall design of the machine is more complex and you need a lot of resin even when you print a small part. JLC PCB offers two resins; both of them they market as “engineering”.
Multijet Fusion (MJF) is similar to SLS – selective laser sintering. SLS basically forms layers of fine plastic powder (nylon powder) and then heats it locally to fuse the fine particle together. SLS generally uses a laser beam to heat up the powder. However, Multijet fusion uses a different approach. It uses printing heat (similar to an inkjet printer) to selectively wet parts of the layer with a special liquid. This liquid accelerates the sintering process, therefore, after printing the pattern in this special liquid, is it enough to warm the whole layer below the sintering temperature and only the treated areas will bond together. This technology is appealing for two reasons – first, it is self-supporting. The unfused powder supports the rest of the models, so in theory, you can print any shape you want. The second is that nylon is a tough material with nice mechanical properties.
The ordering process
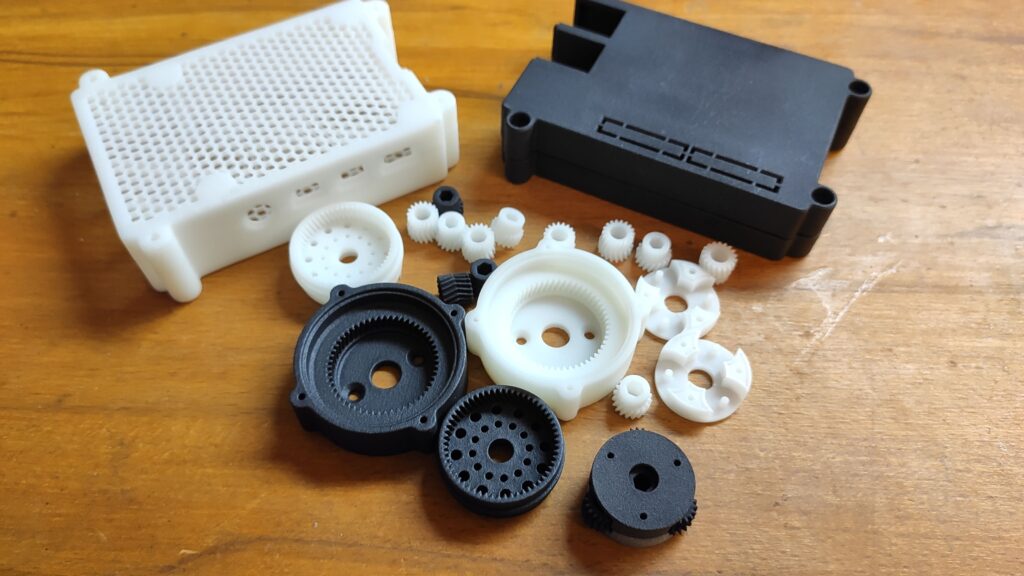
The service probably aims at ordering enclosures for your PCBs. So I decided to test both services – resing and fusion. I ordered a Raspberry Pi case and a model to properly test (or torture – it depends on the point of view) the service for engineering purposes – my 1:85 compound planetary gearbox with M0.5 teeth. If you don’t know this model, check out my tweets about it:
The components came out great!I am always pleasantly surprised how simple and effective is silicone molding… pic.twitter.com/xjVcTQGKWQ
— Honza Mrázek (@yaqwsx_cz) April 27, 2021
JLC PCB claims that you can upload both STL or STEP files. First of all, I decided to upload STEP files. Unfortunately, those files were refused by their engineers as they consider them invalid. The files were produced by Fusion 360 and both Fusion and FreeCAD imported them with no problems. So no idea where the problem is. Nevertheless, I exported STL files and send those for review. Most of the files were accepted, but some were rejected. The reasons for rejection were:
- they dislike my small holes (D1.6) for MJF. After a talk, I convinced them to try to manufacture them and I am willing to take the risk they won’t be manufactured properly.
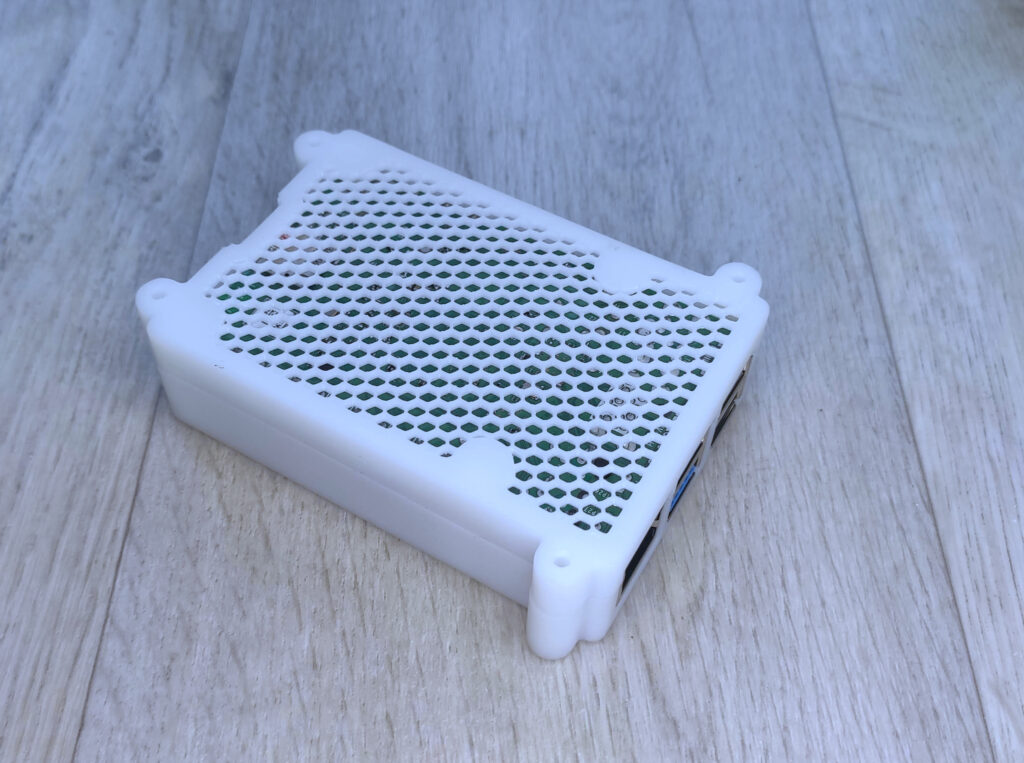
- they disliked the mesh opening for MJF on the RPi case. They claimed that it is too thin. And they completely refused to manufacture it. So I submited a full case instead.
- I had to accept a risk for the teeth of the gears.
It took a couple of e-mail to sort all the things and sometimes it wasn’t clear what the engineers at JLC PCB mean. But they were trying to be helpful and I guess those were only initial quirks that are already sorted and I think the order process will be now smooth.
What I got
Seven days after ordering I received the printed models. That is pretty fast. The initial impression was really good. The models are really nice! The white material is resin 9000E, the black one is MJF Nylon PA-12.
The resin parts are nice and smooth. Since they use laser and not LCDs nor DLP chips, there are no visible voxels and the walls are nicely smooth. If you look at the top layers under a suitable angle, you can see the individual laser paths. But during normal handling of the models, you cannot notice them. The parts come with removed supports and it is really hard to spot the attachment points. The parts are not snow white, but bright white. There is no sign of yellowing. To be honest – I was impressed.
Both parts of the RPi case fit together. I took some measurements of the gearbox cases. Most of the dimensions are spot on. I noticed that the parts are not perfectly circular – on a 35 mm inner diameter I measured 34.98 mm and in perpendicular direction 34.91. So not perfect for precise components, but actually pretty good for 3D printing. I was able to fit a 35mm bearing with a little force.

The RPi case

The RPi case
The RPi case

Sun and planet
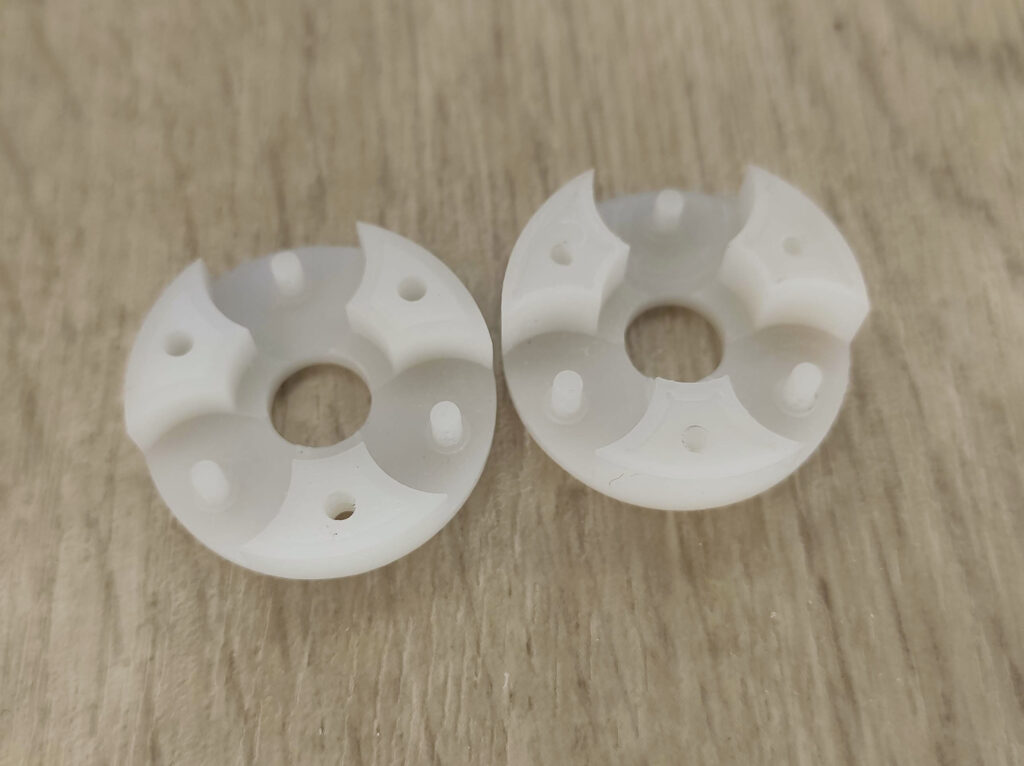
Planet cage

Geargox case

Geargox case

If fits nicely!

It fits nicely!

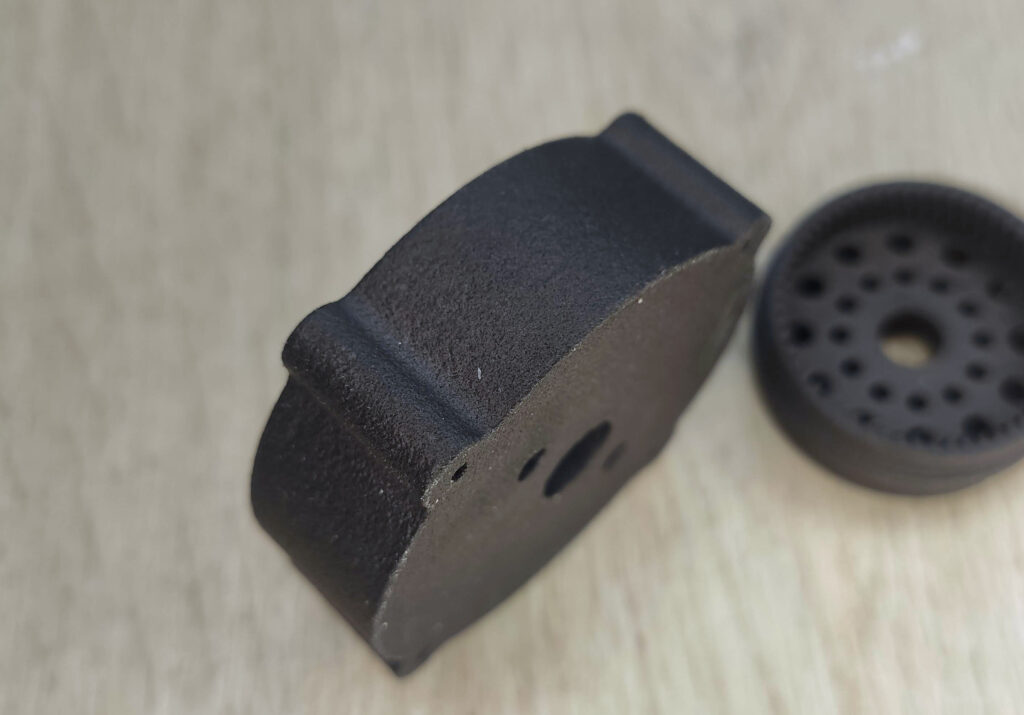
The MJF parts have a nice rough texture that is visually pleasing. The material has a pleasant feel at the touch. The RPi case looks fantastic with the texture. Unfortunately, the texture is not suitable for my gearbox application. It is also hard to measure the dimensional accuracy due to the texture. But again, the case fit nicely together and I was able to push in all the bearing (it just took more force). The material is tough – you can bend it, let it fall off the table and it survives undamaged.

The RPi case

The RPi case

The RPi case
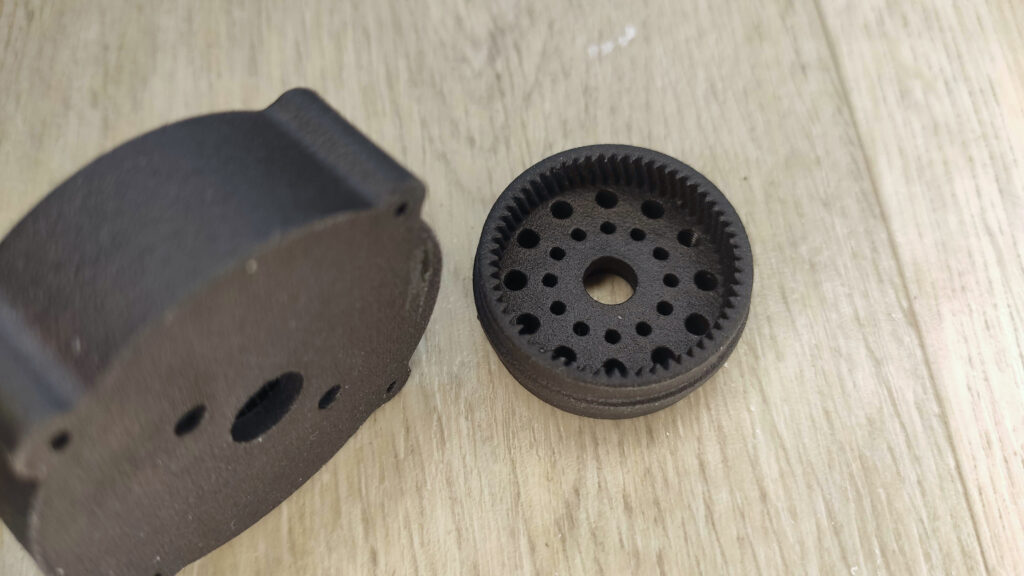
The inner gear
The texture is really nice (for enclosures)

Bearng fits

Teeth detail

Teeth detail

The material is easy to tap

It fits and spins!
Both materials were easy to drill and tap. I was able to cut M2 and M3 threads with no problems.
Mechanical properties
Unfortunately, I don’t have a strength testing machine at home like Stefan from CNC Kitchen. So I test various materials differently. I print my planetary gearboxes with small M0.5 teeth and I measure how much torque they can transfer on the output until they fail. I have already performed this test on various resins: Siraya Tech Fast, Resione M58, and cast from polyurethane.
You can find a summary of the tests below. Note that for the tests all gears were lubricated using grease.
| Material | Type | Transmitted torque | Type of failure |
| Siraya Tech Fast | 3D-printing | 2.4 Nm | shattered tooth |
| Siraya Tech Fast (aged) | 3D-printing | 3 Nm | shattered tooth |
| Resione M58 | 3D-printing | 3 Nm | bend tooth |
| 9000E (resin JLC PCB) | 3D-printing | 4.3 Nm | fracture in planets |
| PA-12 (MJF JLC PCB) | 3D-printing | 4.5 Nm | bend tooth |
| RAMPF TP-4052 | PU casting | 6.5 Nm | bend tooth |
| RAMPF IE-3075 | PU casting | 7 Nm | shattered tooth |
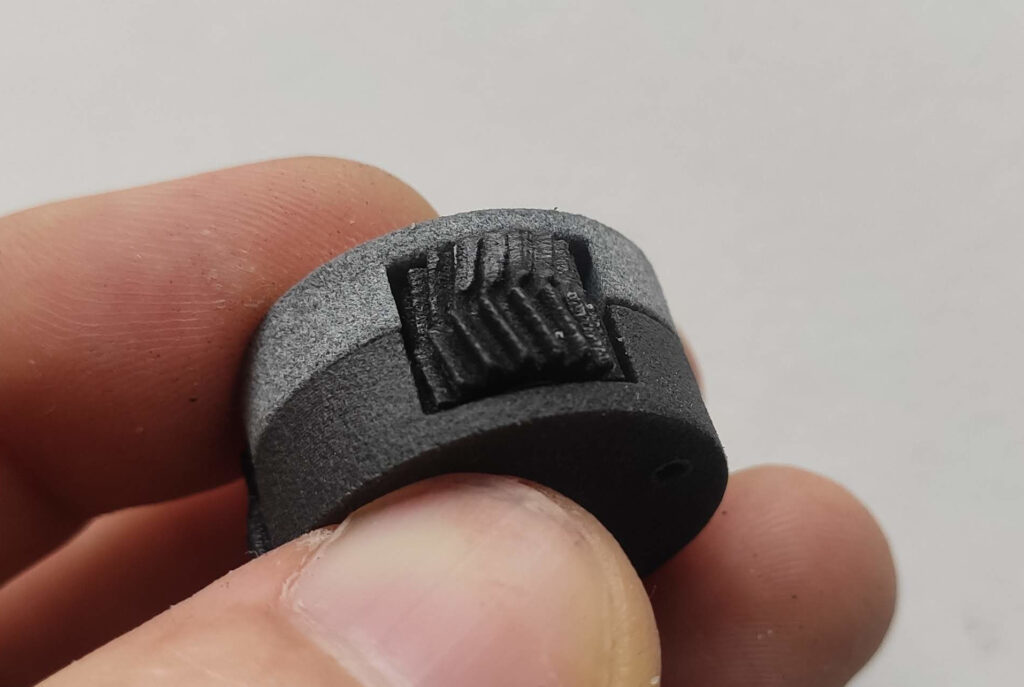
The failure of PA-12

The failure of resin

The failure of resin

The failure of resin

The failure of resin
I am pleasantly surprised with the material properties – it outperforms all the standard materials. They are excellent for 3D-printed parts. They worked nice. The MJF is not, however, suitable for gears due to the textured surface and the gearbox wasn’t running smoothly.
PS: I will have to redo my test with the other engineering resins out there.
Conclusion
Even though I own a 3D printer (both FDM and resin) I am actually considering using the JLC PCB printing services. Why? First of all, I cannot do MJF at home, second – the service is really cheap if you take into account that the models come with full post-processing (no support removal, no cleaning, no curing). And if you order PCBs it is just so convenient to add the enclosure into the cart. The quality is fantastic – I wouldn’t be ashamed to sell a product in a printed enclosure. Especially the rough texture of MJF is really nice.
Recent news: My open letter to the 3D-printing community
I love the 3D-printing community, but I think there is room for improvement. Let's get better in 2023! Read the full letter.
Support my work!
If you like my work (these blog posts, my software and CAD models) and you would like to see more posts on various topics coming, consider supporting me in various ways:
- You can become my sponsor on Github.
- If you prefer, you can also become my Patreon.
- You can buy me a coffee on Ko-fi,
- or you can buy something from my Tindie store (also see below),
- Or you can just share my work!
If you are interested in knowing what I am up to and recent sneak-peaks, consider following me on social media (Twitter, Instagram, Facebook).
My store offers

I launched new tank cleaning kits for Elegoo Saturn, Saturn S, Mars 1, and Mars 3. You can find them in my store.
Related Posts
- Multi-planar Slicing for 3D Printers – For Both FDM and Resin
- Open letter to the 3D printing community: Let’s be better in 2023! What should we do?
- Continuous Printing On LCD Resin Printer: No More Wasted Time On Peeling? Is it possible?
- About the Successful Quest For Perfect MSLA Printer UV Backlight
Nice Information !!!
Good to know about Testing 3D-printing service offered by JLC PCB on functional prints.
Thank you for providing all information.