There are many resin printing materials out there marketed as “engineering”, “for functional parts”, “heavy-duty”. Since I got into the resin printing world, I tried a large number of them. However, none of them in my opinion didn’t deliver what was promised. The main challenges are not only low strength but also low impact resistance and most notably insufficient surface properties. Most of the 3D-printing resins out there are easy to scratch and when two surfaces mate, they have relatively high friction, and, most notably, they grind each other and form a white powder.
I was given the opportunity to test a new material – Siraya Tech Fast Mecha that claims to be suitable for articulated functional parts. The marketing is that the material doesn’t grind when two surfaces interact. Is it true? We will find out in this hands-on review. For clarity; I was given a sample of Siraya Tech Fast Mecha for free before it was available to the general public. I wasn’t paid in any other way for this review and all opinions are mine.


Basic Characteriazation
Fast Mecha is a composite material, similarly to Sculp Ultra. That means it is a resin with a high amount of filler in it. Filler is a fine-grained powder that forms suspension with the resin. The filler is supposed to improve resin properties in some way. In extreme cases when the amount of filler is large, the resin only serves as glue to the powder.
Fast Mecha comes in a nice snow-white color that is caused by the filler inside. The resin smells just like regular Fast but it is thicker. However, it is much thinner than other resins like Sculpt or Blu. Unlike Blu, when you heat it doesn’t get much thinner – only slightly. Fast Mecha requires practically the same exposure times as Fast – that is about 2.5s on Elegoo Saturn. Compared to Fast it requires bigger rest times (more on that later) and also cleaning is a little harder.
The printed parts are really nice – they are matte, snow-white. The prints have visible layer lines in the Z-direction (pretty much like any other resin), but the surface in the XY direction is really smooth. First, that seemed strange, however, once I dug into the dimensional accuracy of the prints, I came up with a reasonable solution. We will explain this phenomenon in the following section where we discuss dimensional accuracy.

See how nice the prints came out!

Another view on the perfect part





The surface of the prints is nail-scratch resistant. The printed parts have very low surface friction and no matter how you rub them against each other, they don’t grind and nicely slide against each other without any lubrication. I haven’t seen such property in a resin so far. I was pleasantly surprised that the marketed value of “no white residue on mating surfaces” is true. However, since the resin has notable layer lines, you can hear a “hard” or “ceramic-like” sound when sliding two parts across the layer lines. It sounds exactly like when you take a file and rub it against hardened steel. You get very similar results. However, the surface of the resin isn’t particularly hard – the resin is relatively easy to sand, drill, or tap. Especially the threads came out nicely.

M3 thread tapped

The splinter from tapping
When you slide two surfaces against each other under large pressure the surface seems to develop a shiny surface finish. It seems like the individual grains of the filler settles in position and form an even surface. This effect happens relatively quickly. Once the surface is shiny, it doesn’t seem to undergo any other changes in long-time stress.
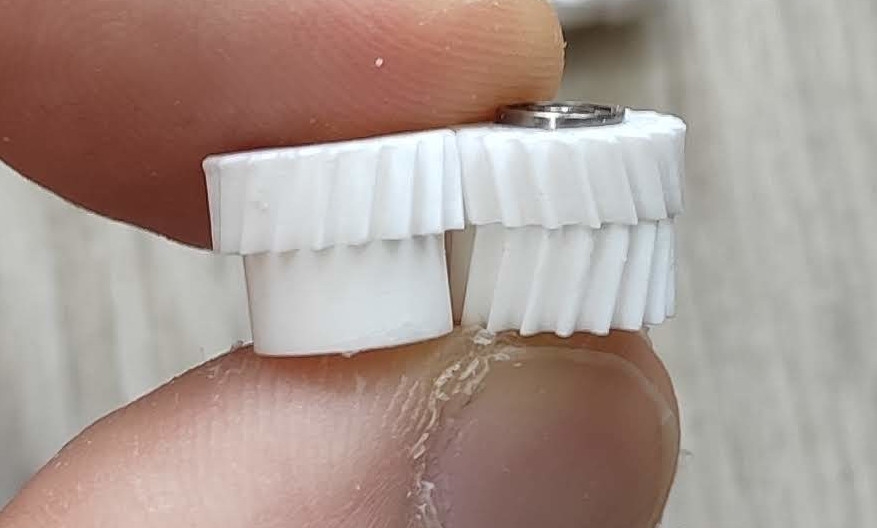
As one of the first testing pieces, I printed an old design – a worm-gear gearbox. Though the design wasn’t meant to be back drivable and with the standard materials it is not, to my surprise; the design was back drivable. This seems like a neat example of the low surface friction properties.
What To Be Careful About
Since the resin is relatively thick, it is prone to blooming as I have explained in one of my previous posts. For Saturn, it seems that for large surface cross-sections resting for about ~8-10 seconds seems sufficient.


The second problem I found with this resin is dimensional inaccuracy. According to my experiments, the resin doesn’t suffer from shrinkage similarly to other composite resins (i.e., Sculpt Ultra). However, the resin suffers from “overgrowing” in the XY direction. Basically, it overgrows the dimensions by 30-70 µm (no matter what the dimensions are). Based on consultations with Siraya Tech we assume that this is caused by the snow-white filler in the resin that spreads the UV light all around the cured voxel. If it is indeed the underlying mechanics is hard to tell, but it seems a possible explanation. Nevertheless, this dimensional inaccuracy can be compensated by the slicer. Once I introduced these compensations, I was able to get the voxel-round dimensions within 20 µm.
The light bleeding also might be the reason why the surface in the XY direction is so smooth – the resin “anti-aliases” itself. Note that I don’t observe similar behavior with Sculp Ultra which is also a composite resin. The prints with Sculpt ultra are dimensionally spot-on – no shrinkage, no overgrowing.

An attempt to capture the layer lines and smooth surface

An attempt to capture the layer lines and smooth surface

An attempt to capture the layer lines and smooth surface
Since it is a composite resin, you should be careful to properly mix it before every use as the filler might sediment. However, I haven’t experienced much sedimentation of the filler – there is some, but it seems marginal to me, e.g., compared to Sculpt Ultra. The resin forms a surprisingly stable suspension.
Also, the resin seems to have good adhesion to the build plate – so strong, that it often gets some aluminum dirt to the face facing the build plate. See the picture below:

Mechanical Properties & Real Life Tests
Note that the characterization I provide in this section is based on subjective observation and experience; I don’t have a universal testing machine to validate properties of resins rigorously (though, I have recently considered getting one similar to Stefan’s).
The printed parts have roughly the same strength/brittleness as regular Fast. For resin, the material is relatively ductile (and it is not as brittle as the standard Elegoo Standard rubbish resins). It is also much more ductile compared to another composite resin from Siraya Tech – Sculpt Ultra.
To test the mechanical properties of resin under real-life conditions I use my 1:85 compound planetary gearbox. The gearbox has M0.5 teeth (roughly half the size of Lego) and requires quite high precision of the parts to assemble and run smoothly. In my tests, I print several pieces of the gearbox, test how they run, and then measure the torque they are able to transmit before breaking.



The printed parts are really nice. I would say they have the best surface finish from all the resin I tested so far. Judge for yourself in the photos below. The prints were printed with 4× AA.
With the compensations mentioned in the previous section, there are no problems with assembling. Everything fits nicely and the bearings have a good press fit.
Since Fast Mecha seems to have low surface friction I performed all my experiments without lubrication of the gearbox. When you try to spin it, it runs very smoothly. First, I let run the gearbox with 5000 RPM for one hour. The gearbox is running smoothly and quietly. Then I disassembled the gearbox to inspect the damage on the teeth. To my surprise, there were no signs of teeth wear – no white residue, no visible damage on the teeth. The teeth were just a little shinier just like I observed in my other experiments.
Then I moved to the load test. My first experiment failed at 2.4 Nm – which is the same as regular Fast failed. However, after inspecting the failure, the teeth of the gearbox were intact. What was broken seems to be the pins in the planet’s cage that carry planets’ bearings. They are indeed one of the weak points of the design. Since the teeth didn’t fail, I replaced the planet cage with a PU cast one and repeated the experiment.

The first failure

Detail of the frist failure

Comparison with JLC PCB printed parts
In this scenario, the gearbox failed at 3.8 Nm. To my surprise, the teeth on the sun and planets weren’t damaged on all test samples. What was damaged was the outer output ring – it broke off in one place. See the pictures below. The material forms glass-like break surfaces with a lot of sharp edges. It also doesn’t yield and fails quickly and unexpectedly.

The cage was replaced

This is how the outer ring broke

Another view

Another view

Detail
The teeth on planets and sun stayed undamaged
This type of failure suggests that Fast Mecha has higher strength under compression than under tension. Which is, after all, not a surprise for material with filler. Nevertheless, in the practical test it performed better than Fast and any other commonly available resin I have tested so far.
The up-to-date table of resin comparison is below. Note that this is the most recent version of the table, so there can be new resins since this review was written.
3D-printed Compound Planetary Gearbox
Mixing The Resin
Based on my observations with the resin, there were two questions I wanted to answer – can we mix in any other resin to make Fast Mecha more ductile? If we mix something in, how much will the surface properties suffer? Will it suffer from surface wear?
Therefore, I started to mix in Siraya Tech Tenacious, which is in my experience one of them so far the best resin for increasing ductility. And I have a great experience with adding it to other resins.
I tested various percentages up to 50 % of Tenacious. What goes with the surface properties I can conclude that the friction of mating surfaces increases with the content of Tenacious. Starting with 20 % of Tenacious, the worm-gear design is no longer back drivable. However, even with 50 % of Tenacious, the surfaces don’t seem to suffer from grinding and no white residue is formed.
When it goes to overall practical strength, 25 % increased it the most. In my experiments with the gearbox, the gearbox was able to transmit 4.6 Nm and thus, it is the strongest 3D-printed material I tested. Even the sintered Nylon PA12 from JLC PCB 3D printing service was weaker than this mixture (thought, only slightly). However, the material still fails unexpectedly and doesn’t yield. Also, the mode of failure was interesting. In 2 out of 3 test specimens, the teeth were intact. What was damaged was the connection of the outer teeth ring to the output face. This seems to suggest that the material has a tendency to crack in sharp corners (and also discovered a weak point in my design). Still, pretty impressive. On the other hand, we are only on ⅔ of the strengths that two-part polyurethanes offer.

The failure of 25 % Tenacious

The failure of 25 % Tenacious

The failure of 25 % Tenacious

The failure of 25 % Tenacious
Conclusion
I am generally impressed by the resin. First of all, I haven’t seen resin with such great surface properties. Even when it is a special engineering resin, it is relatively easy to print. It doesn’t require high exposure times, no extra heating. Just a little higher resting times. What I admire is the visual of the surface finish. I haven’t seen such nice-looking prints in a long time.
Mechanically it is stronger than I expected. However, I wouldn’t suggest applying the resin to scenarios with heavy load as it doesn’t yield and fails unexpectedly. It seems to be more suitable for articulated parts than heavy loads. However, I can imagine printing a bushing from it – the low surface friction is really interesting and the resin seems to be pretty strong under compression.
The resin isn’t cheap – about 75 USD per kilogram. However, for what it offers I consider it a good deal. I have tested other resins (e.g., 4× as expensive Licquerate Strong-X) that were weaker and overall worse-performing than Fast mecha. And I hope to get it cheaper over time if there will be enough demand for it.
What I am excited about the most is not any of the properties of the resins, but the fact that it exists. Having composite resins with superior properties that are easy to print on low-end machines is amazing – and I hope more and more resins like this will come. I hope that we will see Blu Mecha or even new resins that are stronger, yield more but still have a nice low-friction surface. I hope the future is here and such resins will be available soon!
Recent news: My open letter to the 3D-printing community
I love the 3D-printing community, but I think there is room for improvement. Let's get better in 2023! Read the full letter.
Support my work!
If you like my work (these blog posts, my software and CAD models) and you would like to see more posts on various topics coming, consider supporting me in various ways:
- You can become my sponsor on Github.
- If you prefer, you can also become my Patreon.
- You can buy me a coffee on Ko-fi,
- or you can buy something from my Tindie store (also see below),
- Or you can just share my work!
If you are interested in knowing what I am up to and recent sneak-peaks, consider following me on social media (Twitter, Instagram, Facebook).
My store offers

I launched new tank cleaning kits for Elegoo Saturn, Saturn S, Mars 1, and Mars 3. You can find them in my store.
Related Posts
- Multi-planar Slicing for 3D Printers – For Both FDM and Resin
- Open letter to the 3D printing community: Let’s be better in 2023! What should we do?
- Continuous Printing On LCD Resin Printer: No More Wasted Time On Peeling? Is it possible?
- About the Successful Quest For Perfect MSLA Printer UV Backlight
Very interesting. I have been unsuccessful in printing 1/32 scale slot car parts. Anything with a 2mm thread which is common in slot cars shatters. Anything I have tried id just too brittle so I will give this a try. I have even tried mixing in tenatious with similar results. the problem may be that wall thicknesses are just too small.
I am afraid Mecha will not help you when it comes to britleness. It is a good material when it comes to 3D-printing resins, but it is a poor material when it comes to conventional materials. I expect a lot of impacts on the slot cars, so I think Fast Mecha will not last long.
Thanks for your post! They are thorough and deep.
Re: the mechanical tester machine, you can set up one using a linear stage from Open builds that will save you a lot of trouble (https://openbuildspartstore.com/c-beam-linear-actuator-bundle/). Just add an Arduino to control the stepper motor and a load cell and you have it.
Did they say when it would go on sale? I don’t see it in their store currently.
Very nice review! I have to ask how opaque is this resin? Is it semi-transparent like normal ABS-like resin?
The resin has a lot of filler in it, and I would call it completely opaque compared to, e.g., Gray. However, I haven’t measured how opaque it is.
Hi, really great post.
You mention here Sculpt Ultra. What is it? I cannot find it on the Siraya site.
I am looking for the most dimensionally accurate and warp free resin in order to bond many prints together into a seamless whole. Is there a particular resin you recommend (currently using a 50/50 of fast/blu). Thanks!
Hi, Sculpt Ultra is this resin: https://siraya.tech/products/sculpt-resin-high-temperature-resistant-resin?variant=40152192647277
It is a composite resin (just like Fast Mecha), but it is not designed for strength but for temperature resistance.
When you properly compensate, I would say most resins will do just fine (the ones with high pigmentation are usually better as they don’t cross-bleed). How to compensate: https://blog.honzamrazek.cz/2022/06/getting-perfectly-crisp-and-dimensionally-accurate-3d-prints-on-a-resin-printer-fighting-resin-shrinkage-and-exposure-bleeding/
Hi, i read your post some months ago and it influenced my desicon to buy a Photon D2 DLP Printer instead of a FDM Printer.
My idear was to use the Mecha White for rail guides or glide rings and bushings to build moveabel models without grinding the resin to powder.
But at first i had to print distance sensor holders for my company and i had to find a non brittel, not powdering and also not to soft Resin. Some Sensors have a accuracy of 1µm, with soft resin you touch a cable and the numbers are all over the place.
Long story short, you should try Phrozen Proto White Ridgid or mix it with the Mecha White for gears or things that glide.
The friction is defenatliy a little bit higher, but it is way way less brittel to Mecha, you can throw it on the floor. It has also its down sides: slow to print, gets soft and reformeable in water, hard to wash. For my use case i mixed it 80g Proto/ 12g Mecha / 13g Strong-X Liqucreate. I also wrote a review in german on Phronzens webpage and on 3dJake. Next time i will test the new ceramic white the impact test result sounded good…
Thank you for your work. I learnd a lot from people like you.
Do you do any analysis or testing of SUNLO Hard Tough? “High Tough Flexible Resin, SUNLU 3D Printer Resin” is the name of a product that was recommended to me.
I think I will give the tough mecha white a try next once I get an IPA wash station set up. But for now I have a bottle of navy grey Siraya Tech Fast and some Tenacious on the way.
I came across this after being gifted an Anycube Photon Mono SQ. I really need to find a remote print option for it.
I feel like Resin Printing (SLA) is still a new-ish field. It’s hard to find support, and my particular model (Mono SQ) seems very unpopular. I come across incessant talk about UV curing and optimizing your resins and saving material and all this other absolute nonsense. 0 stuff backed by science. I got so frustrated by the “UV cases embrittlement of resins, ESPECIALLY WATER WASHABLE RESINS” accusation (I got 5 kg of water wash Anycubic resin for free) and I was like “surely there’s some science behind the polymerization of resins and embrittlement in water-washable resins.” Nope. I also find that most folks have absolutely no interest in doing anything other than printing miniatures, which for me, is not the goal.
Anyway, thanks for presenting this stuff in a way I can digest as an engineer.
Bravo for your in-depth analysis of the Siraya Tech Fast Mecha. We are grateful for your thorough examination and believe that this ground-breaking 3D printing material merits the attention it is receiving. Precision Machining Continue your fantastic effort!
Thank you a very thorough review!
I see that Siraya tech now has “Blu Nylon Mecha” (not Fast) and “Blu Nylon Black”, and gears and load-bearing parts are their main use-cases. Would be nice to compare them to this one (Nylon Mecha is a bit pricier, but Nylon Black is $20 cheaper)
Thanks for this. I’ve been crying and swearing at this resin fort a couple of days making DUMMY 13 parts so they won’t rub (ball and socket and swivel joints) It really is a pain. Tolerances are very tight and prints seem to end up a lot larger as you describe. You don’t mention the first layer expansion leaving a sharp ridge around the model. I tried compensating with the slicer, importing Siraya’s config and more compensation. Finally I reduced initial layer exposure a tad and half the parts are now stuck to the fep. A resin this expensive and this finicky with a single colour option looks like it’ll be living at the back of the shelf for a good long while. mutter grumble though I’m glad it worked out for you… 😉