When you scroll through the various Facebook group about resin printing, you see quite often questions about the following topics:
- “my prints are not sticking to the build plate”
- “my layers separate”
- “my prints have a rough surface”
- “I have a large elephant foot/squished bottom layers”
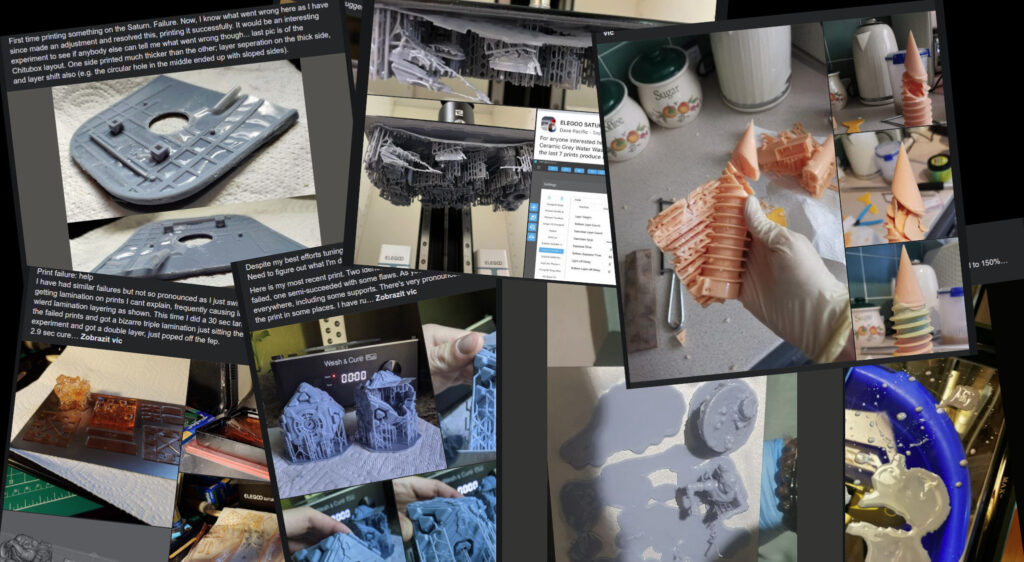
In the first two cases, people often advise “increase your bottom layers!” and “increase your bottom exposure”, “lube FEP”, “sand your build plate!”.
But I think such advice is wrong and the best advice for all four cases should be “Introduce a light-off time”. Why? Let me walk you through a series of experiments and observations. It will be a long read, but bear with me – it is an actually simple puzzle just with multiple factors. And as we will see at the end, the same advice also applies to solving the rough surface case and also (partially) the elephant foot. We will also learn, that printing at layers thinner than 50 µm does not make much sense and it can actually degrade the print quality and precision.
Note that I have previously touched on this topic in my blog post Improving surface finish of hollowed SLA 3D prints: one aspect of blooming.
Continue reading “Prints not sticking to the build plate, layer separation, rough surface, elephant foot: resin viscosity – the common denominator”